
Unsere windowsbasierte Standard-CNC für hohe Flexibilität und Leistung.
– Mitsubishi Electric CNC Engineering Team
19” Multi-touch Bildschirm

Einzigartige Anpassungen möglich
Windows-basierte CNC
Als Vorreiter in der heutigen industriellen Globalisierung übertreffen die innovativen Produkte von Mitsubishi Electric weiterhin die Erwartungen der Anwender auf der ganzen Welt. Die herausragende Leistung unserer CNC-Produktreihe wird von den Anwendern immer wieder für ihre hohe Produktivität, intuitive Bedienbarkeit und überlegene Funktionalität gelobt. Für die Entwicklung der M800/M80-Serie sind wir jedoch zurück ans Zeichenbrett gegangen und haben unsere hochmodernen Steuerungstechnologien komplett neu überdacht. Das Ergebnis ist ein Durchbruch bei der Steuerung von Hochgeschwindigkeits- und Hochpräzisionsbearbeitungen.
Das Streben nach einer dedizierten CNC-CPU begann mit einer Konstruktionsvalidierung in noch nie dagewesenem Umfang sowie mit hochpräzisen Simulationen zur Überprüfung der Verarbeitungsleistung. Das Erreichen eines Leistungssprungs in der Verarbeitung erforderte die Integration innovativer Technologien, die über die Optimierung der Herstellungsprozesse von Prozessoren hinausgehen. Durch die Überwindung zahlreicher Hürden und die Maximierung des Potenzials des Prozessors ist es uns gelungen, eine CNC-dedizierte CPU zu produzieren, die eine noch nie dagewesene Hochgeschwindigkeits-Verarbeitungsleistung erreicht.
Die Geschichte der M800/M80-Serie begann mit einer konventionellen Entwicklung, die zu schrittweisen evolutionären Verbesserungen führte. Aber unser Ziel war ein revolutionärer Sprung in der CNC-Leistung. Unser Projektteam stellte fest, dass die einzige Möglichkeit, die Verarbeitungsleistung deutlich zu steigern und die Anforderungen der Anwender vollständig zu erfüllen, die Entwicklung einer für die CNC-Steuerung optimierten CPU ist. Diese Erkenntnis inspirierte Mitsubishi Electric zum allerersten Versuch, eine CNC-spezifische CPU zu entwickeln und schlug ein neues Kapitel in der CNC-Entwicklung auf.
![]() OMR-CC – Optimum machine response-contour control – reduziert die Zykluszeit, ohne die Genauigkeit zu beeinträchtigen. Dadurch passt sich die Steuerung an die Werkstückform an und korrigiert Positionsfehler.
OMR-CC – Optimum machine response-contour control – reduziert die Zykluszeit, ohne die Genauigkeit zu beeinträchtigen. Dadurch passt sich die Steuerung an die Werkstückform an und korrigiert Positionsfehler.
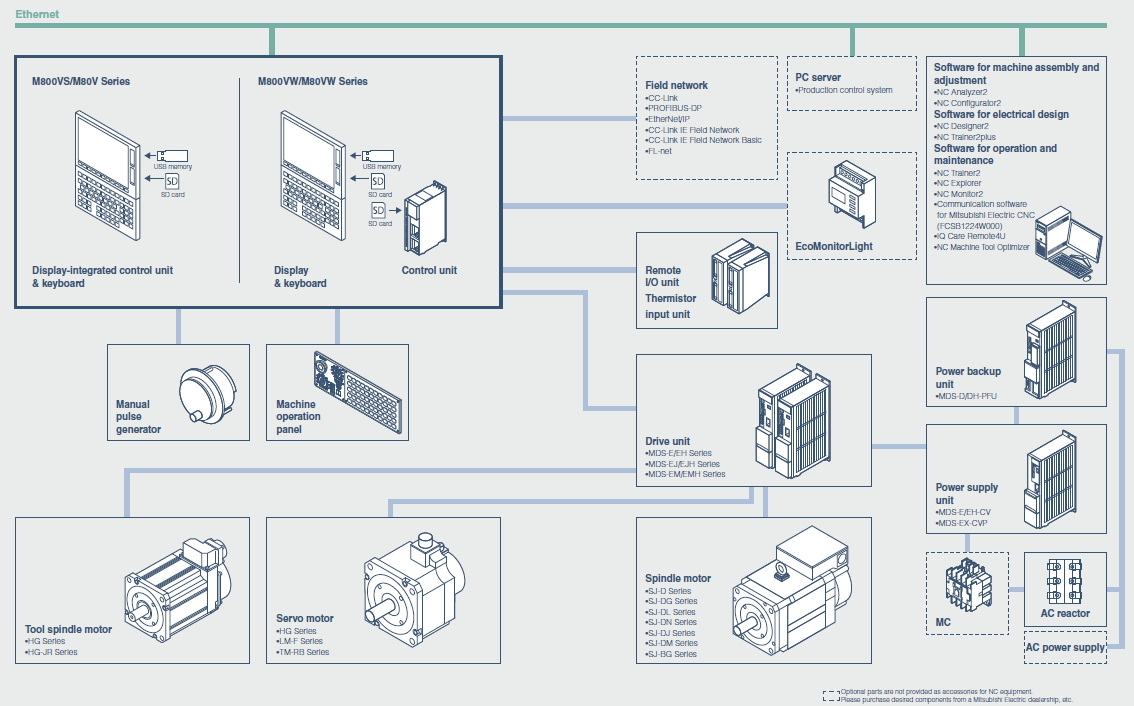
 Getrenntes Steuergerät und Display. Das Windows®-basierte Display mit dem neuesten PC und Betriebssystem bietet hervorragende Erweiterungsmöglichkeiten. Durch die Montage der Steuerung in Ihrem Schaltschrank und die Möglichkeit, ein PC-basiertes System zu verwenden, ist ein Höchstmaß an Flexibilität für Ihre Maschine gewährleistet. Standardmäßig sind vier Erweiterungssteckplätze vorhanden, die eine Erweiterung über Optionskartensteckplätze ermöglichen.
Getrenntes Steuergerät und Display. Das Windows®-basierte Display mit dem neuesten PC und Betriebssystem bietet hervorragende Erweiterungsmöglichkeiten. Durch die Montage der Steuerung in Ihrem Schaltschrank und die Möglichkeit, ein PC-basiertes System zu verwenden, ist ein Höchstmaß an Flexibilität für Ihre Maschine gewährleistet. Standardmäßig sind vier Erweiterungssteckplätze vorhanden, die eine Erweiterung über Optionskartensteckplätze ermöglichen.
 Die Plattform der Serie M800VW wurde um ein vertikales und horizontales 19-Zoll-Display erweitert. Das Display bietet ein geteiltes Mehrfachfenster, das durch die Anordnung einer Tastatur, eines Bedienfeldes, eines Dokumentenbetrachters oder anderer Anwendungen, die dem Display hinzugefügt werden können, angepasst werden kann.
Die Plattform der Serie M800VW wurde um ein vertikales und horizontales 19-Zoll-Display erweitert. Das Display bietet ein geteiltes Mehrfachfenster, das durch die Anordnung einer Tastatur, eines Bedienfeldes, eines Dokumentenbetrachters oder anderer Anwendungen, die dem Display hinzugefügt werden können, angepasst werden kann.
 Gestalten Sie Ihre Bedienoberflächen nach Belieben in noch kürzerer Zeit. Die perfekt skalierbare Hardware in Verbindung mit den freien Gestaltungsmöglichkeiten der Bedienoberflächen steigern die Wertschöpfung von Werkzeugmaschinen.
Gestalten Sie Ihre Bedienoberflächen nach Belieben in noch kürzerer Zeit. Die perfekt skalierbare Hardware in Verbindung mit den freien Gestaltungsmöglichkeiten der Bedienoberflächen steigern die Wertschöpfung von Werkzeugmaschinen.
Hoch skalierbare Hardware und fortschrittliche Zeichnungsanwendung ermöglichen es, den Mehrwert von Werkzeugmaschinen zu steigern.
 Die Fräsfunktionalität und die Multi-Achsen-/Multi-Teilsystem-Steuerung wurden signifikant verbessert. Die zukunftsweisende Bedienung wurde so progressiv ausgelegt, so dass die Bediener komplexeste Bearbeitungsprozesse einfach und effizient handhaben können. Es wurden Fortschritte in der Bedienbarkeit erzielt, die es dem Bediener ermöglichen, immer komplexere Bearbeitungen einfach und effizient durchzuführen.
Die Fräsfunktionalität und die Multi-Achsen-/Multi-Teilsystem-Steuerung wurden signifikant verbessert. Die zukunftsweisende Bedienung wurde so progressiv ausgelegt, so dass die Bediener komplexeste Bearbeitungsprozesse einfach und effizient handhaben können. Es wurden Fortschritte in der Bedienbarkeit erzielt, die es dem Bediener ermöglichen, immer komplexere Bearbeitungen einfach und effizient durchzuführen.
Gestalten Sie Ihre Bedienoberflächen nach Belieben in noch kürzerer Zeit. Die perfekt skalierbare Hardware in Verbindung mit den freien Gestaltungsmöglichkeiten der Bedienoberflächen steigern die Wertschöpfung von Werkzeugmaschinen. Hoch skalierbare Hardware und fortschrittliche Zeichnungsanwendung ermöglichen es, den Mehrwert von Werkzeugmaschinen zu steigern.
 Die Serie M800V/M80V bietet eine SSS-Steuerung der 4. Generation (SSS-4G), die eine schnelle, hochpräzise und hochwertige Bearbeitung ermöglicht. Die SSS-4G-Steuerung bietet Funktionen, die die Taktzeit effektiv reduzieren, einschließlich einer optimalen Beschleunigung/Verzögerung, die an die Eigenschaften der einzelnen Achsen angepasst ist. Darüber hinaus ist SSS-4G in der Lage, Maschinenvibrationen beim Hochgeschwindigkeitsschneiden zu reduzieren.
Die Serie M800V/M80V bietet eine SSS-Steuerung der 4. Generation (SSS-4G), die eine schnelle, hochpräzise und hochwertige Bearbeitung ermöglicht. Die SSS-4G-Steuerung bietet Funktionen, die die Taktzeit effektiv reduzieren, einschließlich einer optimalen Beschleunigung/Verzögerung, die an die Eigenschaften der einzelnen Achsen angepasst ist. Darüber hinaus ist SSS-4G in der Lage, Maschinenvibrationen beim Hochgeschwindigkeitsschneiden zu reduzieren.
Die SSS-4G-Steuerung ermöglicht im Vergleich zu unseren Vorgängermodellen eine höhere Schnittgenauigkeit bei gleicher Zeitdauer oder eine kürzere Schnittzeit bei gleichem Genauigkeitsgrad.
 Anschluss an Peripheriegeräte und Geräte, die einer Reihe von Feldnetzwerken entsprechen, einschließlich CC-Link®, PROFIBUS® DP und EtherNet/IP™.
Anschluss an Peripheriegeräte und Geräte, die einer Reihe von Feldnetzwerken entsprechen, einschließlich CC-Link®, PROFIBUS® DP und EtherNet/IP™.
 Die CNC bietet einen neuen Bildschirm zur Werkzeugverwaltung, auf dem Sie werkzeugbezogene Informationen bequemer erfassen und verwalten können. Eine Vielzahl von Einstellungselementen, wie z. B. der Name des Werkzeugs und die Werkzeug-ID, sind leicht verfügbar. Sie können Werkzeugdaten lesen oder schreiben oder benutzerdefinierte Daten über Kontaktplan oder Bearbeitungsprogramm hinzufügen.
Die CNC bietet einen neuen Bildschirm zur Werkzeugverwaltung, auf dem Sie werkzeugbezogene Informationen bequemer erfassen und verwalten können. Eine Vielzahl von Einstellungselementen, wie z. B. der Name des Werkzeugs und die Werkzeug-ID, sind leicht verfügbar. Sie können Werkzeugdaten lesen oder schreiben oder benutzerdefinierte Daten über Kontaktplan oder Bearbeitungsprogramm hinzufügen.
Hochgeschwindigkeits- und Hochpräzisionssteuerungsfunktionen, die ursprünglich für Bearbeitungszentren entwickelt wurden, sind nun auch für Drehmaschinen verfügbar. Das Feinfräsen kann mit hohen Drehzahlen auf einer Drehmaschine realisiert werden. Bei dieser CNC fungiert ein Servomotor anstelle einer Spindel als Werkzeugspindel. Jede der vom Multi-Hybrid-Antrieb angetriebenen Servo-Regelachsen kann als Werkzeugspindel verwendet werden. Dies trägt zum Downsizing von Werkzeugmaschinen bei.
Die Serie M800V/M80V bietet eine „Spindelüberlagerungssteuerung“, eine Funktion, die die gleichzeitige Ausführung von Drehen und Zentrumsgewindeschneiden ermöglicht, obwohl sie einzeln ausgeführt werden müssen. Diese Funktionen eliminieren effektiv Leerlaufzeiten, was zu einer erheblichen Reduzierung der Taktzeit führt. Diese CNC bietet auch Funktionen, die die Synchronisation zwischen den Teilesystemen aufrechterhalten, was insbesondere für Drehautomaten erforderlich ist. Diese ermöglichen es den Anwendern, noch komplexere Bearbeitungen sicher und zuverlässig durchzuführen.
Das Real-Time Tuning setzt neue Maßstäbe bei der Bearbeitung großer Werkstücke. Über diese Funktion werden Vibrationen, die durch die Veränderung der Massenträgheit des Werkstücks hervorgerufen werden, automatisch erkannt und über die spezielle Verstärkungsregelung ausgeglichen
 Der Bediener kann Bearbeitungszyklen einfach und interaktiv einstellen und dabei die fertige Werkstückform überwachen. Neben der Eingabe von normalen Formdaten können Sie auch Zeichnungselemente aus CAD-Daten im DXF-Format extrahieren und als Formdaten einstellen, was die Programmierung erleichtert. Die programmierte Form kann vor der Bearbeitung in der 3D-Grafikkontrolle überprüft werden, um eventuelle Programmfehler festzustellen.
Der Bediener kann Bearbeitungszyklen einfach und interaktiv einstellen und dabei die fertige Werkstückform überwachen. Neben der Eingabe von normalen Formdaten können Sie auch Zeichnungselemente aus CAD-Daten im DXF-Format extrahieren und als Formdaten einstellen, was die Programmierung erleichtert. Die programmierte Form kann vor der Bearbeitung in der 3D-Grafikkontrolle überprüft werden, um eventuelle Programmfehler festzustellen.
Die von einem MTConnect-kompatiblen Gerät gesammelten Daten können in Edgecross importiert und für Edgecross-Anwendungen usw. verwendet werden. MTConnect ist ein offenes Protokoll für Werkzeugmaschinen. Mit Hilfe des MTConnect-Adapters, der mit MITSUBISHI CNC M800 / M80 Serie und M700/M70 Serie kompatibel ist, können Sie auf einfache Weise verschiedene Daten der Werkzeugmaschine, die mit MITSUBISHI CNC arbeitet, erfassen und nutzen.
Eine Software, die Betriebsdaten und SPS-Gerätedaten von Steuerungen von CNC-Werkzeugmaschinen sammelt und die gesammelten Daten an Host-IT-Systeme, industrielle Plattformen für Edge Computing, Edge-Anwendungen usw. weiterleitet.
Die NC-Bildschirme können auf einem externen PC/Tablet-PC angezeigt werden. Der Bediener kann den Status der Werkzeugmaschine überwachen und den NC-Bildschirm bedienen, ohne sich in die Fabrikhalle begeben zu müssen, was zu einer Verbesserung der Betriebseffizienz beiträgt. (Die Funktion ist auf einer nicht-Windows-basierten NC-Anzeige aktiviert. Es ist kein externer Computer erforderlich).
Unterstützt den zunehmenden Automatisierungsbedarf. Die Automatisierung lässt sich durch einfachen Anschluss und Steuerung der Peripheriegeräte leichter realisieren. Durch den einfachen Anschluss und die Steuerung der Peripheriegeräte lässt sich die Automatisierung leichter realisieren.
E/A-Einheiten wurden neu gestaltet. Die erneuerte E/A-Kommunikationsmethode ermöglicht es, die maximale Anzahl der Kontaktpunkte pro Kanal deutlich zu erhöhen, so dass eine Reihe von Peripheriegeräten und -einrichtungen allein durch die CNC gesteuert werden können.
Die eingebaute PLC-Funktionalität für die E/A-Steuerung wurde verbessert. Diese CNC unterstützt Multiprojekt-SPS, eine Funktion, mit der Leiterlogiken für Peripheriegeräte getrennt von denen für Werkzeugmaschinen verwaltet werden können. Dies schafft ein effizienteres Umfeld für Betreiber, die bei der Entwicklung und Verwaltung von Leiterlogiken zusammenarbeiten.
Die Serien M800/M80 verfügen über eine Funktion namens maschinengruppenbasierter Alarmstopp, die den Betrieb einzelner Maschinengruppen stoppt, wenn ein Alarm auftritt, wenn die Steuerung mit der Serie MDS-E/EM/EJ kombiniert wird. Diese Funktion ermöglicht die Fortsetzung der Bearbeitung auch dann, wenn ein Alarm an einem Lader, Magazin oder anderen Peripheriegeräten auftritt.
Die Funktionen fürs Drehen und der Mehrachsen- wie Mehrteilesystemsteuerung haben wir erheblich verbessert. Es wurden Fortschritte in der Bedienbarkeit erzielt, die es dem Bediener ermöglichen, immer komplexere Bearbeitungen einfach und effizient durchzuführen.

Wir haben die SSS4G-Steuerung weiterentwickelt und ermöglichen eine noch schnellere, hochpräzisere und hochwertigere Bearbeitung. Darüber hinaus bietet diese CNC Funktionen, die das volle Potenzial jeder Achse ausschöpfen und die Nebenzeiten minimieren, was zu einer höheren Produktivität führt


Eine breite Auswahl an Feldbusnetzwerken unterstützt die Einbindung in Fabrikautomatisierungssysteme. Kompatible MES Interface-Funktion, die das automatische Übertragen von Daten der CNC, wie Stückzahlen oder wartungsrelevante Daten, an ein Produktionssteuerungssystem realisiert. Dies unterstützt die effiziente Einbindung in Produktions- oder Qualitätssteuerungssystemen.
Die E/A-Module wurden neu entwickelt. Die Module können auf DIN-Schienen montiert werden und wurden für eine verbesserte E/A-Steuerung entwickelt, die durch eine integrierte SPS-Funktionalität erweitert wurde. Software-Tools auf höchstem Niveau unterstützen Sie vom DesignProzess bis hin zur Inbetriebnahme von Werkzeugmaschinen. Vereinfachen Sie Ihre Design- und Maschinenfertigungsprozesse. Vereinfachen Sie Ihre Konstruktions- und Maschinenfertigungsprozesse.
Die Serie M800V/M80V bietet eine Reihe von Sicherheitsfunktionen, die unter der Bezeichnung Smart Safety Observation Function zusammengefasst sind. Diese Funktion hat die volle Konformität mit den Sicherheitsstandards erreicht, die das gesamte System einschließlich CNC, Antrieb, E/A, Sensoren und Kommunikation umfassen.
Weitere Einzelheiten entnehmen Sie bitte der jeweiligen Bedienungsanleitung. (*1) G/B:Führungsbuchse (*2) Die Anzeigeeinheit des Typs 8.4 ist nicht kompatibel. (*3) Windows-basierte Anzeigeeinheit/Windows-lose Anzeigeeinheit (*4) Begrenzt auf die gleichzeitige 4-Achsen-Bahnsteuerung.
| M800VS Series | M80VW Series | ||
|---|---|---|---|
| M850VW | M830VW | M80VW | |
| Max. Anzahl der Achsen (NC-Achsen + Spindeln + SPS-Achsen) | ◯16 △32 | ◯16 △32 | 13 |
| Max. Anzahl der NC-Achsen (insgesamt für alle Teilsysteme) | ◯16 △32 | ◯16 △32 | 10 |
| Max. Anzahl der Spindeln | 8 | 8 | 6 |
| Max. Anzahl der NC-Achsen | 8 | 8 | 6 |
| Max. Anzahl der simultan interpolierenden Achsen | 8 | 4 | 4 |
| Max. Anzahl der NC-Achsen pro Teilsystem | ◯8 △12 | ◯8 △12 | 8 |
| Max. Anzahl der Teilsysteme (Haupt+Sub) v4 | ◯4 △8 | ◯4 △8 | 4 |
| Max. Anzahl der Hauptteilsysteme | ◯4 △8 | ◯4 △8 | ◯2 |
| Max. Anzahl der SPS-indexierten Achsen | ◯4 △8 | ◯4 △8 | ◯2 |
| Hochgeschwindigkeits-Programmservermodus, CNC-Steuerung | △ | △ | ◯ |
| Hochgeschwindigkeits-Programmservermodus, Display-Panel | △ | △ | ◯ |
| Kleinstes Befehlsinkrement | ◯ 0,1 µm △ 1 nm | ◯ 0,1 µm △ 1 nm | 0,1 µm |
| Kleinstes Interpolationsinkrement | 1 nm | 1 nm | 1 nm |
| Max. Anzahl der Werkzeugkorrekturdatensätze | ◯ 128 sets △ 999 sets | ◯ 128 sets △ 999 sets | 256 sets |
| Max. SPS-Speicherkapazität [Schritte] | ◯ 128000 △ 512000 | ◯ 128000 △ 512000 | 64000 |
| Multi-Projekt-SPS (max. Anzahl der Projekte) | ◯ 2 △ 6 | ◯ 2 △ 6 | ◯ 3 |
| Schutz durch Zugriffsberechtigungsstufen | △ | △ | ◯ |
| Werkstück-Koordinatensystemverschiebung | ◯ | ◯ | ◯ |
| 3D-Programm-Check | ◯ | ◯ | ◯ |
| Interaktive Zyklenprogrammierung | △ | △ | ◯ |
| Multiple spindle synchronization set control | ◯ | ◯ | ◯ |
| Spindle superimposition control | △ | △ | ◯ |
| High-accuracy control | △ | △ | ◯ |
| High-speed high-accuracy control II (G05P10000) max.[kBPM] | △ 168 | △ 168 | ◯ 33,7 |
| SSS-Regelung | △ | △ | ◯ |
| Tolerance control | △ | △ | ◯ |
| OMR-FF-Regelung | △ | △ | ◯ |
| OMR-CC (Optimum Machine Response Contour Control) | △ | △ | ◯ |
| Satzüberlappung im Eilgang | △ | △ | ◯ |
| Servomotor im Spindelmodus | △ | △ | ◯ |
| Echtzeit-Tuning 1 (Verstärkungsfaktorabgleich Geschwindigkeitregelkreis) | △ | △ | ◯ |
| Echtzeit-Tuning 2 (Abgleich der Eilgang-Zeitkonstante) | △ | △ | ◯ |
| Freie Ebenenauswahl | △ | △ | ◯ |
| 3-dimensionaler, manueller Vorschub | △ | △ | ◯ |
| Finish shape view programming | △ | △ | ◯ |
| CC-Link (Master/Slave) | □ | □ | □ |
| PROFIBUS-DP (Master) | □ | □ | □ |
| CC-Link IE Field (Master/Local) | □ | □ | □ |
| EtherNet/IP | □ | □ | □ |
| MES-Interface-Funktion | △ | △ | ◯ |
| Maschinengruppen-basierter Alarmstopp | △ | △ | ◯ |
Weitere Einzelheiten entnehmen Sie bitte der jeweiligen Bedienungsanleitung. (*1) G/B:Führungsbuchse (*2) Die Anzeigeeinheit des Typs 8.4 ist nicht kompatibel. (*3) Windows-basierte Anzeigeeinheit/Windows-lose Anzeigeeinheit (*4) Begrenzt auf die gleichzeitige 4-Achsen-Bahnsteuerung.
| M800S Series | M80W Series | ||
|---|---|---|---|
| M850VW | M830VS | M80VW | |
| Max. Anzahl der Achsen (NC-Achsen + Spindeln + SPS-Achsen) | ◯ 16 △ 32 | ◯ 16 △ 32 | 11 |
| Max. Anzahl der NC-Achsen (insgesamt für alle Teilsysteme) | ◯ 16 | ◯ 16 | 9 |
| Max. Anzahl der Spindeln | 6 | 6 | 4 |
| Max. Anzahl der NC-Achsen | 8 | 8 | 6 |
| Max. Anzahl der simultan interpolierenden Achsen | 8 | 4 | 4 |
| Max. Anzahl der NC-Achsen pro Teilsystem | ◯ 8 △ 12 | ◯ 8 △ 12 | 8 |
| Max. Anzahl der Teilsysteme (Haupt+Sub) | ◯ 2 | ◯ 2 | ◯ 2 |
| Max. Anzahl der Hauptteilsysteme | ◯ 2 | ◯ 2 | ◯ 2 |
| Max. Anzahl der SPS-indexierten Achsen | ◯ 2 | ◯ 2 | – |
| Hochgeschwindigkeits-Programmservermodus, CNC-Steuerung | △ | △ | ◯ |
| Hochgeschwindigkeits-Programmservermodus, Display-Panel | △ | △ | ◯ |
| Kleinstes Befehlsinkrement | ◯ 0,1 µm △ 1 nm | ◯ 0,1 µm △ 1 nm | 0,1 µm |
| Kleinstes Interpolationsinkrement | 1 nm | 1 nm | 1 nm |
| Max. Anzahl der Werkzeugkorrekturdatensätze | ◯ 200 sets △ 999 sets | ◯ 200 sets △ 999 sets | 400 sets |
| Max. SPS-Speicherkapazität [Schritte] | ◯ 128000 △ 512000 | ◯ 128000 △ 512000 | 64000 |
| Multi-Projekt-SPS (max. Anzahl der Projekte) | ◯ △ 6 | ◯ 2 △ 6 | 3 |
| Schutz durch Zugriffsberechtigungsstufen | △ | △ | ◯ |
| 3D-Programm-Check | ◯ | ◯ | ◯ |
| Interaktive Zyklenprogrammierung | △ | △ | ◯ |
| Spindle superimposition control | – | – | – |
| High-accuracy control | △ | △ | ◯ |
| High-speed high-accuracy control II (G05P10000) max.[kBPM] | △ 168 | △ 168 | ◯ 101 |
| High-speed high-accuracy control III (G05P20000) max.[kBPM] | △ 540 | △ 540 | ◯ 202 |
| SSS-Regelung | △ | △ | ◯ |
| Tolerance control | △ | △ | ◯ |
| Variable-acceleration pre-interpolation acceleration/deceleration | △ | △ | – |
| OMR-FF-Regelung | △ | △ | ◯ |
| OMR-CC | △ | △ | ◯ |
| Satzüberlappung im Eilgang | △ | △ | ◯ |
| Servomotor im Spindelmodus | △ | △ | ◯ |
| Echtzeit-Tuning 1 (Verstärkungsfaktorabgleich Geschwindigkeitregelkreis) | △ | △ | ◯ |
| Echtzeit-Tuning 2 (Abgleich der Eilgang-Zeitkonstante) | △ | △ | ◯ |
| Werkzeugspitzensteuerung | △ | △(*2) | ◯(*2) |
| Freie Ebenenauswahl | △ | △ | ◯ |
| 3-dimensionaler, manueller Vorschub | △ | △ | ◯ |
| Finish shape view programming | △ | △ | ◯ |
| CC-Link (Master/Slave) | □ | □ | □ |
| PROFIBUS-DP (Master) | □ | □ | □ |
| CC-Link IE Field (Master/Local) | □ | □ | □ |
| EtherNet/IP | □ | □ | □ |
| MES-Interface-Funktion | △ | △ | ◯ |
| Maschinengruppen-basierter Alarmstopp | △ | △ | ◯ |
Dieses Handbuch wird bei der Verwendung der MITSUBISHI CNC M800V/M80V-Serie herangezogen. Dieses Handbuch erklärt, wie Sie diese NC-Einheit bedienen, betreiben und einrichten. Lesen Sie dieses Handbuch sorgfältig durch, bevor Sie die NC-Einheit verwenden.
Dieses Handbuch beschreibt die für die Wartung der MITSUBISHI CNC M800V/M80V/E80-Serie erforderlichen Elemente.
Dieses Handbuch erläutert die SPS-Entwicklungsumgebung.
Dieses Handbuch beschreibt die verschiedenen Signalschnittstellen und Funktionen, die bei der Programmierung von MITSUBISHI CNC. M800V/M80V/E80 Series sequence programs (built-in PLC). Lesen Sie dieses Handbuch vor der Programmierung sorgfältig durch. Lesen Sie die "Sicherheitshinweise" auf der folgenden Seite gründlich durch, um einen sicheren Umgang mit dieser NC-Einheit zu gewährleisten.
Diese Spezifikationen sind das Programmierhandbuch, das bei der Erstellung des Ablaufprogramms mit der SPS-Entwicklungssoftware oder der integrierten FA-Software der MELSOFT-Serie (GX Developer) von Mitsubishi Electric verwendet wird.
Dieses Handbuch ist ein Leitfaden für die Benutzung der MITSUBISHI CNC 800V/80V Serie. Die Programmierung wird in diesem Handbuch beschrieben. Lesen Sie daher dieses Handbuch sorgfältig durch, bevor Sie mit der Programmierung beginnen.
Dieses Handbuch ist ein Leitfaden für die Benutzung der MITSUBISHI CNC 800V/80V Serie. Die Programmierung wird in diesem Handbuch beschrieben. Lesen Sie daher dieses Handbuch sorgfältig durch, bevor Sie mit der Programmierung beginnen.
Dieses Handbuch beschreibt die Spezifikationen der Mitsubishi Electric CNC.
Dieses Handbuch beschreibt die Spezifikationen der Mitsubishi Electric CNC.
Dieses Handbuch enthält die für die Installation, den Anschluss und die Einrichtung der MITSUBISHI CNC erforderlichen Elemente.
Dieses Handbuch enthält die für die Installation, den Anschluss und die Einrichtung der MITSUBISHI CNC erforderlichen Elemente.
Felder markiert mit einem * sind verpflichtend.
Mitsubishi Electric Europe B.V.
German Branch
Mitsubishi-Electric-Platz 1
D - 40882 Ratingen
Tel.: +49 (0)2102 / 486 - 0
Fax: +49 (0)2102 / 486 - 1120
cnc.sales@meg.mee.com

Benjamin Buzga
CNC Sales & Business Development Manager